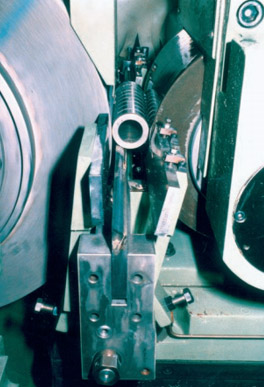
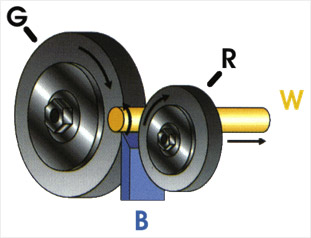
This page describes the technology of centreless (centerless) grinding as well as centreless (centerless) grinding machines. With centreless (centerless) grinders, a workpiece is supported by a work rest blade and set between a rubber regulating wheel that rotates the workpiece and a rotating grinding wheel.
Centreless (centerless) grinding is an OD (outer diameter) grinding process. In difference from other cylindrical processes, where the work piece is held in the grinding machine, while grinding between centers, the workpiece is not mechanically constrained during centreless (centerless) grinding. Therefore the parts to be ground on a centreless (centerless) grinder do not need center holes, drivers or workhead fixtures at the ends. Instead, the workpiece is supported in the grinding machine on its own outer diameter by a workblade and by the regulating wheel. The work piece is rotating between a high speed grinding wheel and a slower speed regulating wheel with a smaller diameter.
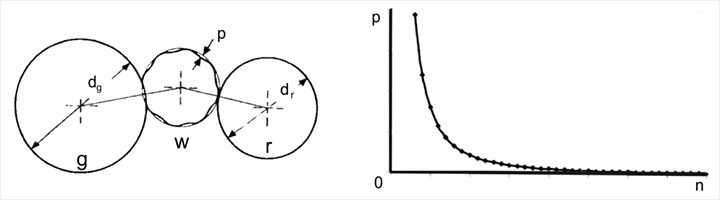
The blade of the grinding machine is usually positioned in a way that the center of the work piece is higher than the virtual line between the centers of the regulating wheel and the grinding wheel. Also the blade is designed with an angle in order to ensure that the work piece is fixed between the blade and the regulating wheel. The regulating wheel consists of soft material like rubber and can contain some hard grain material to achieve good traction between work piece and regulating wheel.
Centreless (centerless) grinding can perform excellent roundness of the work piece. However, caused by the simultaneous suspending and machining of the work piece surface it is possible that process typical roundness errors are generated. Proper adjustment of the grinding machine and the grinding slot geometry is essential. When a high spot comes in contact with the regulating wheel, then on the other side of the work piece a low point will be ground. However this low point must not be exactly in the opposite side of the work piece. The grinding machine has to be set up in a way that a polygon form is ground with so many corners that it is almost round finally.
There are mainly two different types of centreless (centerless) grinding:
Infeed Grinding
The work piece can have different outer diameters over the length and either only part of the work piece is ground or the total work piece is ground using an adapted grinding wheel.
Through Feed Grinding
Cylindrical work pieces can be ground using this method. The work piece can be longer than the grinding wheel and will still be ground over the full length. It is also possible to grind small work pieces with this method. In this case, several work pieces are ground same time in the machine and high throughput can be achieved.